


















误差分类与几何误差之余弦误差与阿贝误差
从这一期开始,咱们聊一聊误差的问题,因为机床的精度是用户和机床制造商最关心的问题,所以咱们近下来几期,浅析一下误差、精度补偿、热误差以及误差和运动学关系等问题.
误差的定义
测量(假设)值偏离其真实值的量被称为误差,它与准确性密切相关。误差属于两个不同 的类别:随机误差和系统误差。
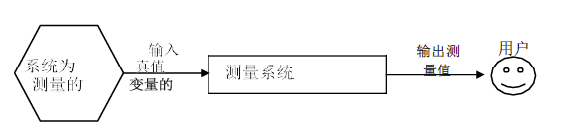
图1 测量过程
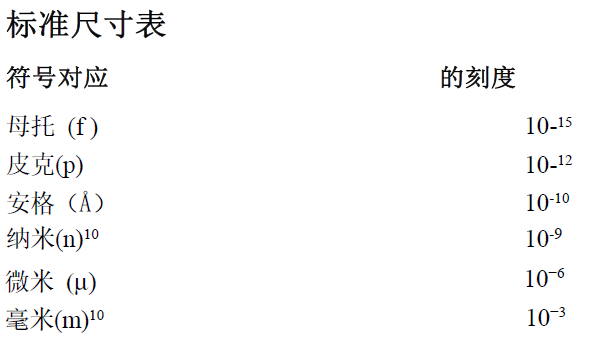
表1 标准尺寸表
随机误差与结果的精度有关,可以用统计学方法处理,例如,可以用平均法来提高最佳估 的计值的精度。这种误差的大小可以从一组重复测量的结果中判断出来,并且可以通过大量 观测来减少。系统误差是指在每次测量中以同样的方式发生的误差,因此不能仅通过检 查结果来发现。不好的校准就是一个简单的例子。寻找减少系统误差的方法既是一项重要 的工作,也是仪器设计者的最终灵感来源。系统误差也是为什么提供好的精度比好的精度(或重复性)要昂贵得多的主要原因[1]。与随机误差不同,系统误差不能通过增加观测次数来减少。
系统性误差
1)缺少的因素
为要评估的行为写一个模型,所面临的挑战是要考虑到实验中所有可能的因素,除了正在分析的一个独立变量。如果你使用激光干涉仪进行测量,但你没有测量温度、压力或湿度对激光束的影响,有时可以应用校正来说明没有检测到的误差。
2)未对仪器进行校准或检查零点
用于测量的仪器应在测量前进行校准。如果没有使用中的仪器的校准标准,可以用另一台已校准的仪器检查精度。在初始读数时,必须检查仪器的零点是否是真正的零点。
3)仪器漂移
据观察,一些电子仪器的读数会随时间漂移。漂移的数量通常不是一个问题,但有时它可能是一个重要的误差来源,应予以考虑。
4)滞后和滞后时间
一些滞后可能出现在被检查的系统中或仪器的一些附加部件中。通过最初的测量测试,检查仪器是否有嵌入的滞后现象是很重要的。另外,一些测量设备在进行测量和记录时的反应时间较短。
随机误差
1)仪器的分辨率。
所有的仪器都有有限的精度,限制了解决微小测量差异的能力。
2)物理变化
在整个范围内的统计测量是很重要的,以检测任何可能对当地调查有重要意义的变化。
随机或系统性误差
1)环 境 因 素
精密工程中的许多检查需要保护实验不受温度、压力、湿度、振动、气流、电子噪音或附
近设备的其他影响。
2) 视差因素
只要测量标尺和用于获得测量的指示器之间存在一些距离,就会出现这种误差。读数可能
会引入一些误差。
3) 用户的错误
用户可能由于许多原因而误差地引入误差,这主要与他当天正确测量的技能和能力有关。
在评估和提升标准或高精密机床的性能方面,需求越来越大。误差评估或不确定性分析
是一种工具,可用于确定机床的性能能力,并突出性能和成本改进的潜在领域。这一过程
的实施对机床设计者来说是至关重要的。
从精密工程的角度来看,通常会对任何机械系统评估以下参数:
制造的产品:
• 尺寸精度
• 角度精度
• 形式精度
• 表面粗糙度
机器:
• 运动学精度
• 表层改变
测量的可重复性、分辨率、误差和不确定性不论述,大家可以查阅相关文献书籍.测量还还涉及一些统计分析知识,大家可以查阅专业书籍,这次介绍两个常见的几何误差余弦误差和阿贝误差。
余弦误差
当期望的测量线和实际的测量线之间存在角度错位时产生的测量误差。下面的例子显示了一个要检查的部件,但可以相对于测量设备倾斜(随机位置),角度为θ。
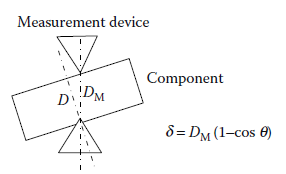
图2 余弦误差
假设机械子系统是健全的,而且环境校正得到了适当的实施,那么拼图的最后一块就是光学器件本身和它们的校准。所有的光学器件都有固有的不准确之处,即光学非线性。这种误差是用户无法控制的,它是光学器件质量的一个函数。所有干涉仪的光学器件都有一定的非线性,因此这种误差不能完全消除,但可以通过使用高质量的光学器件将其降到最低。一个可以由用户控制的光学误差是错位,通常被称为余弦误差.
当激光束的路径和舞台运动的轴线不完全平行时就会出现余弦误差。这种关系最好是被模拟成一个三角形,激光束代表三角形的一条腿,而实际运动是斜边。这种误差可以通过仔细调整光学器件与平台的关系而最小化。

图3 激光干涉测量中的余弦误差说明
阿贝误差
Abbé对这种误差定义如下。"如果要避免视差误差,测量系统必须与要测量工件位移的轴线同轴放置。角度误差也会因与测量源的距离而被放大。为尽量减少这种影响而采取的行动:
1).在设计中,轴承和执行器靠近运动或机器执行的场景。
2).在源头附近测量。
3).如果1和2不能做到,请确保对其进行补偿。
这种误差可能以各种方式出现。图4显示了一个卡尺的例子,卡爪上的任何力都会引起与偏移量成比例的误差。类似的误差发生在轨迹与测量线不平行。热效应也可以放大阿贝的误差,这取决于设计(图 4)
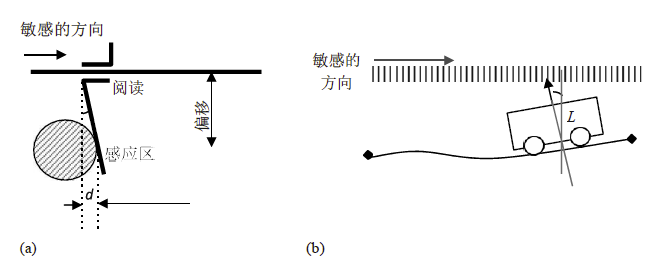
图3 阿贝误差图:(a)卡尺游标误差读数,(b)在波浪形表面滚动时的定位误差。
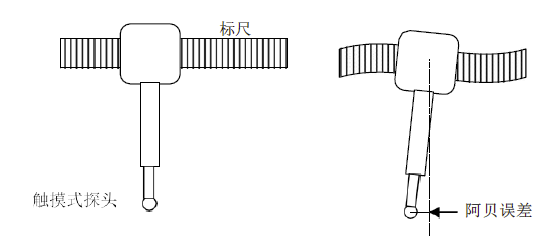
图4 三坐标测量机的阿贝误差
Bryan将阿贝的误差扩展到了以下方面:
位移测量系统应与要测量位移的功能点相一致。如果无法做到这一点,要么传递位移的滑轨必须没有角度运动,要么必须使用角度运动数据来计算偏移的结果.
图5显示了机床中标准阿贝误差的现状,例如车床,理想的情况是设计一个通过其轴线驱动的刀具,从沿刀具轴线安装的线性编码器读取位移。另一种情况可能出现在铣床上,相应的阿贝误差量也显示在图6中。
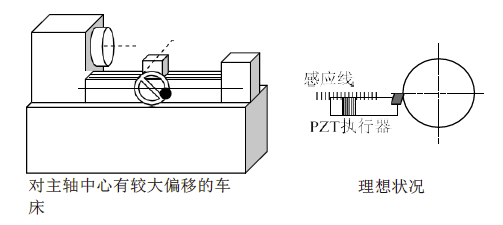
图5 车床的现状与理想状况的对比
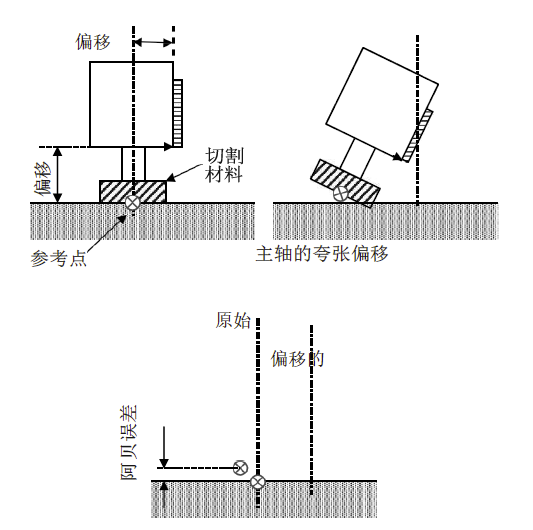
图6 数控铣床的阿贝误差

 黑公网安备 23020202000083号
黑公网安备 23020202000083号